Update2026.06.16 (화)

금속 적층가공 양산시대 필수기술 ‘후공정’
18~20세기 인류문명 고도화에 가장 크게 이바지하며 산업혁명을 견인했던 금속 가공법은 단연 양산에 강점을 가진 절삭가공(Subtractive Manufacturing)과 주조기술(Casting Technology)이었다. 현재까지 산업계에서 널리 사용되는 대부분의 부품들이 이 공법들에 기반하여 설계되었음은 자명하며, 형상이 진화한다 해도 기본적인 틀을 크게 벗어나지는 않았다.
다만 21세기에 진입하며 단순 형상의 양산을 넘어선 커스터마이제이션(Customization)에 대한 시장의 니즈가 폭발적으로 증가했고, 한걸음 더 나아가 ‘대량 맞춤생산(Mass Customization)’ 개념이 급부상하기 시작했다. 여기에 주요 글로벌 기업들의 집중적인 R&D 투자로 경량화, 위상최적화(Topology Optimization) 등 설계기술의 고도화가 탄력을 받으며, 2020년 현재 이에 강점을 가진 금속 적층가공(Metal Additive Manufacturing)에 대한 산업계의 관심도가 어느때보다 높아졌다.
적층가공 기술의 특성상, 전통적 가공법에 기반한 설계 부품을 양산에 적용 시 응당 효율성이 떨어지기 때문에, 초창기에는 단순 프로토타이핑(Prototyping) 및 시제품 제작에만 활용되었다. 이 공법의 명암을 인지한 산업계의 퍼스트 무버들은 적층가공 방식으로만 구현 가능한 고도화된 부품개발에 고부가가치가 있다는 사실을 일찍이 깨닫고, 단순 프로토타입과 시제품 제작을 넘어선 양산성 제고를 꾸준히 요구해오며 이 공법의 한계를 시험대에 올렸다.
글로벌 금속 적층가공 장비 제조업체들 역시 이러한 니즈에 발맞추고 시장을 선점하기 위하여 다양하고 혁신적인 양산 솔루션을 앞다투어 내놓고 있기 때문에, 미래 금속 적층가공 기술의 발전방향은 한마디로 ‘생산성 및 양산 가능성 제고’로 정의하는데 큰 이견은 없을 것이다.
 ▲ 금속 적층가공 방식으로 출력된 에어 컴프레서 블레이드 최초 출력물(左). 최초 출력물에 폴리싱 작업이 완료된 모습(中). 품질검사로 edge부분 손실 및 내부 공극이 검출되어, 이를 최소화하는 Orientation 전략을 통해 2차 출력된 블레이드(右)
▲ 금속 적층가공 방식으로 출력된 에어 컴프레서 블레이드 최초 출력물(左). 최초 출력물에 폴리싱 작업이 완료된 모습(中). 품질검사로 edge부분 손실 및 내부 공극이 검출되어, 이를 최소화하는 Orientation 전략을 통해 2차 출력된 블레이드(右)
그러나 적층제조 (준)양산시대를 목전에 둔 지금, 애석하게도 현재 금속 3D프린터는 그 자체의 기술력만으로는 양산화를 실현하는 데 한계를 가진다. 전통적 가공시스템에 익숙한 대다수의 유저들이 원하는 수준의 표면수준을 위해서는 소재, 수량, 크기에 적합한 후공정(Post Process)이 반드시 수반되어야 하지만, 시장에서 이에 관심을 가지기 시작한 것은 비교적 최근이다.
산업계에서의 표면 후공정기술은 1950년대 미국에서 중대형 절삭가공 부품들에 대한 핸드 피니싱(Hand Finishing) 비용을 절감하고 자동화하는 목적의 바이브레토리 시스템(Vibratory System)을 중심으로 발전하기 시작했으며, 배치(batch)사이즈를 최대한 크게 만드는 것이 경쟁력의 주요 포인트였다. 이후에는 본격적인 제조업 생산성 향상과 함께 단순한 형상의 대량 후가공 용량(Capacity)이 경쟁력의 바로미터로 인식되었으며, 현재는 고부가가치의 비교적 작은 부품, 설계의 고도화로 복잡해진 형상의 부품들을 효율적으로 가공하기 위해 복합 솔루션을 제공하는 방향으로 발전을 거듭하고 있다.
적층가공 기술이 단순 프로토타이핑을 넘어 준 양산, 대량 양산으로의 발전이 가속화됨에 따라, 이를 가장 직관적이고 비용 효율적으로 수행할 수 있는 물리적 방식의 후가공 기술에 관심이 집중되고 있다. 이는 일정 공간 내 연마재(Media 등)와 본파트의 마찰을 유발하여 표면을 매끄럽게 다듬는 원리로, 바이브레토리나 배럴(Barrel) 시스템, 샷피닝(Shot Peening), AFM(Abrasive Flow Machining) 등으로 대표된다.
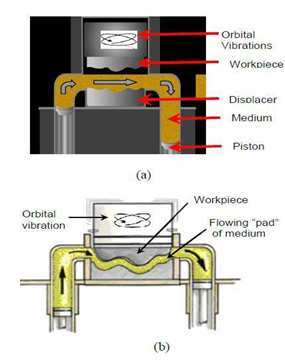 ▲ Orbital AFM(Abrasive Flow Machining) 방식의 공정도. 일명 Pad라 불리는 연마입자(Abrasive Particle)을 내부 채널에 통과시켜, 외부와는 달리 툴이 닿기 힘든 내부의 표면조도를 개선한다.
▲ Orbital AFM(Abrasive Flow Machining) 방식의 공정도. 일명 Pad라 불리는 연마입자(Abrasive Particle)을 내부 채널에 통과시켜, 외부와는 달리 툴이 닿기 힘든 내부의 표면조도를 개선한다. 이 외에도 열처리, H.I.P 공정을 비롯하여 복잡한 전처리과정과 상대적으로 고가의 가공비용이 요구되는 화학적방법 및 전기화학적방법으로 분류되는 수많은 후가공 방식들이 있으나 본 기고에서 각 방법의 기술적 설명을 모두 서술하기는 어려우니 적층가공 (준)양산시대의 슬로건과 가장 큰 공통분모를 가지고 있으며 실제로 산업계에서 가장 활발하게 사용중인 물리적 방식을 기준으로 서술하고자 한다.
DED(Directed Energy Deposition), WAAM(Wire Arc Additive Manufacturing) 등의 방식으로 구현된 금속 출력물은 공정의 특성상 표면 결이 두드러지게 나타날 수 있기 때문에, 원하는 수준의 표면조도 구현을 위해 밀링(Milling) 등의 방법으로 2차 공정이 필수다.
PBF(Powder Bed Fusion) 방식의 경우 비교적 나은 수준의 표면조도 구현이 가능하긴 하나, 지난 약 300년간 발전되어온 절삭가공 중심의 산업계에서 요구하는 높은 수준의 Ra는 금속 3D프린터 자체만으로는 구현이 어려우므로, 다양한 후처리 기법을 통해 제법 만족스러운 표면조도 품질을 얻을 수 있다.
바이브레토리나 배럴 방식에 있어서 물의 양은 절대적으로 중요하다. 너무 많으면 물이 연마석(Media)의 움직임을 방해하여 가공이 원활하지 않을 수 있고, 너무 적으면 연마석 표면의 점성 증대로 인해 절삭력이 약해질 수 있어 각 소재, 크기, 수량, 원하는 면조도의 수준 등에 맞춘 적합한 물 배합이 중요하다. 외부가 아닌 내부의 표면조도 개선이 요구되는 경우, 특히 반도체, 항공부품, 방산 등 높은 수준의 표면조도가 요구되는 분야에서의 내부 채널(Internal Channel) 표면조도 개선에 있어서는 AFM(Abrasive Flow Machining) 등의 방법이 대안이 될 수 있다.
최초 설계부터 후가공 고려해야 완성도·경제성↑
출력방식·물성·형상별 최적 후공정 개발 必
이렇듯 다양한 금속 적층가공 출력물의 후공정 프로세스를 잘 선별하여 인하우스(in-house)로 구현하거나 외주를 의뢰하기에 앞서 금속 3D프린터 유저들이 반드시 인지해야 할 사항들을 아래와 같이 정리해 보았다.
모든 종류의 적층가공 어플리케이션을 만족시키는 단일 후공정 기술(장비)은 존재하지 않는다.
흔히 Mass Finishing Process로 분류되는 이 후가공 방식들은 본래 각각의 장단점이 뚜렷했으나, 다양한 플레이어들의 경험을 바탕으로 창의적인 공정이 개발되고, 연마재의 종류, 형상, 크기, 가용소재 등이 함께 발전해가며 대부분의 타입들이 많은 공통분모를 가지게 된 것은 사실이다.
다만 이는 소재, 크기, 형태 등이 각기 다른 다양한 적층가공 출력물의 후공정을 단일 방식으로 해결할 수 있다는 의미가 아니다. 기본적으로 적층가공 출력물의 품질은 장비 타입, 출력 기술 및 파라미터 설정 값, 소재의 입자크기 등 수많은 변수의 영향을 받는다. 출력 방식과 소재, 출력물의 형상(Geometry)에 따라 복수의 방식을 혼용해야 하는 경우가 생길 수 있음을 염두 하여 유연한 사고를 가져야 한다.
 ▲ RENISHAW와 EXTRUDE HONE에서 선보인 티타늄 매니폴드 내부 표면조도 개선 전/후 샘플
▲ RENISHAW와 EXTRUDE HONE에서 선보인 티타늄 매니폴드 내부 표면조도 개선 전/후 샘플
가능하다면 출력하고자 하는 파트의 최초 설계 단계부터 후공정을 고려해야 한다. 일반적으로 물리적 방식으로의 표면조도 개선작업 진행 시 소량의 표면의 유실(대략 100~200 micron, 조건마다 상이)이 불가피한 경우가 있을 수 있기 때문에, 그 민감도가 클수록 특정 부분의 표면 유실을 고려한 디테일한 설계가 요구된다.
적층가공 전략의 전처리 부분인 위상최적화, 적층가공설계(DfAM: Design for Additive Manufacturing)를 통해 적층가공법의 이점을 최대한 살린 설계를 구상함과 동시에 출력 이후 후가공을 한 결 수월하게 진행할 수 있는 형상을 고민해야 할 것이며, 후처리 단계에서 불가피하게 발생할 수 있는 변형을 고려한 열 배출(Heat Releasing) 및 변형 방지 전략(Anti-distortion Strategy)을 구상해야 한다.
또, 적층가공의 큰 장점 중 하나는 전통적 방법 하에서 여러 파트로 분할 제조하여 조립해야 했던 공정을 하나의 파트로 통합 출력이 가능하다는 것이며 유사 사례를 어렵지 않게 찾아볼 수 있을 정도로 널리 알려져 있기는 하나, 형상이 너무 복잡하거나 언더컷, 오버행이 많을 경우 또는 대형 사이즈라면, 2~3회 정도의 분할 출력이 전체 공정 고려 시 더 효율적일 수 있다는 점을 상기해야 한다.
출력 전 단계부터 출력물 표면조도 요구수준을 명확히 인지하여 파트 오리엔테이션(Part Orientation) 전략을 수립해야 한다. 앞서 언급한 DED, WAAM, PBF 등 각각의 적층가공 기술에서의 파트 오리엔테이션 요구조건은 상이할 수 있다.
동일한 파트 내에서 더 민감한 공차 수준을 요구하는 부분이 있다면 해당 면에 서포트 제거 등의 후가공 수요가 최소화되는 방향으로 최적의 파트 오리엔테이션 전략을 수립해야 한다. 출력 속도와 표면품질은 대체로 반비례한다는 사실을 인지하면, 후공정에 소요되는 시간·비용과 출력 자체에 소요되는 시간·비용을 계산하여 효율적인 양산전략(Mass Production Strategy) 수립이 가능해진다. 이외에도 표면 품질에 영향을 미치는 변수는 매우 다양하니 수 차례의 시험출력을 통해 이를 조기에 발견하고 공정에 반영하는 과정이 중요하다.
올바른 후공정 프로세스를 정립한다면, 단순 표면조도 개선의 차원을 넘어 어플리케이션과 후가공방식에 따라 금속 피로도(Metal Fatigue) 감소, 내마모성 및 부품의 수명 제고 등 부가적인 이점을 기대할 수도 있다. 동일한 공정을 거친 파트들에 압축 응력(Compressive Stress)이 비교적 균일하게 발생하므로, 각 파트의 품질 편차가 감소하게 되어 효율적인 품질관리(QC)와 이를 바탕으로 한 전 후 공정의 개선이 가능해지기 때문이다.
적층가공 분야에서의 후가공 공법은 전통적인 방법에서 진화를 거듭하고 있다. 각기 다른 적층가공 출력 방식과 물성, 내외부 형상 각각에 최적화된 다양한 후가공 공정들이 빠르게 개발되어 자리를 잡아가고 있으며, 그 적용 범위 역시 갈수록 확대되고 있다. 유저가 필요한 결과물을 도출할 수 있는 효율적이고 경제적인 후공정 기술과 금속 적층가공 기술발전의 시너지가 적층가공 양산 시대를 조금이라도 더 앞당길 수 있기를 기대해본다.
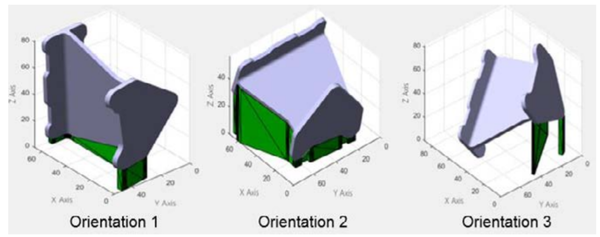 ▲ 동일한 형상의 파트라 할지라도, 어느 면이 빌드 플랫폼에 닿을지, 서포트를 어느 위치에 생성할지 등 Part Orientation 전략에 따라 후공정에 소요되는 시간이 크게 절감될 뿐 아니라 공차에도 일정부분 영향을 미칠 수 있다.
▲ 동일한 형상의 파트라 할지라도, 어느 면이 빌드 플랫폼에 닿을지, 서포트를 어느 위치에 생성할지 등 Part Orientation 전략에 따라 후공정에 소요되는 시간이 크게 절감될 뿐 아니라 공차에도 일정부분 영향을 미칠 수 있다.